NIPCO™ HT
NIPCO™ HT
The first calender with flexible zone controlled pressure setting across the width Headstart in calender design through continuous development
Our latest and most important development over the last years: the NIPCO™ HT calender, a NIPCO™ roller with flexible pressure setting across the width, for finishing of technical textiles.The industry of Technical Textiles is growing all over the world. Day by day we recognise, that customers’ demand is not only growing in
The Challenge
The industry of Technical Textiles is growing all over the world. Day by day we recognise, that customers’ demand is not only growing in
quantity and areas of application, but also in terms of technical demands. Enlarged weaving width, for instance, has several upcoming
challenges to face: Problems regarding the evenness across the width, the side to side unlevelness, slack edges, bulbous center areas.
All these require a calender technology, which is able to compensate those problems.
Our Answer
Area controlled pressure setting across the width, individually adjusted to customers’ demands, based on our famous NIPCO™ technology executed in more than 1000 calenders sold worldwide.
How to control the air permeability
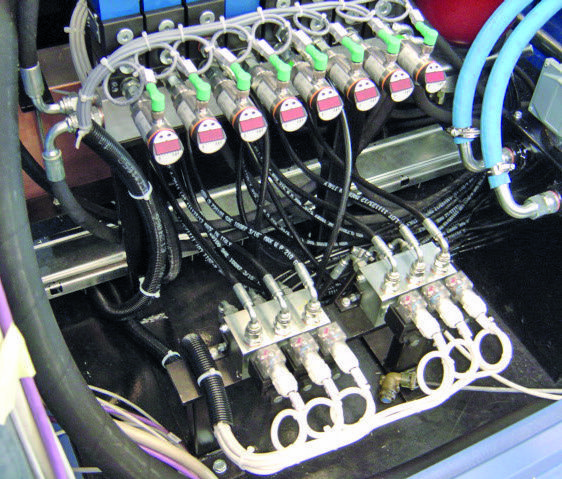
Our NIPCO™ HT hydraulic unit is based on two separated control sections: The first one is related to the independent zone controlled pressure setting. The second section is dedicated to the movement of the NIPCO™ roll from ground to working position. In first section, we integrated a zone controlled pressure setting from 5 to 15 zones, selectable on customers’ demand. All pressure setting in this control group is done by proportional valves. We connected two pumps to the main hydraulic motor. The first pump activates the outline cooling circulation. The second pump activates the counter, i.e. the so-called retraction pistons. The second power group is responsible for lifting up the NIPCO™ system bowl in working position, synchronising left and right sides.
This second unit is required, if heavy material has to be finished and a prior gap setting is not recommendable. Both hydraulic groups have been executed with electronic proportional valves. Those valves are activated via the integrated Siemens S7 with digital control from 4 to 20mA, corresponding to a range of 50-400N/mm. All proportional valves are equipped with a pressure transductor and a relevant display showing the pressure of each zone under control in bar.

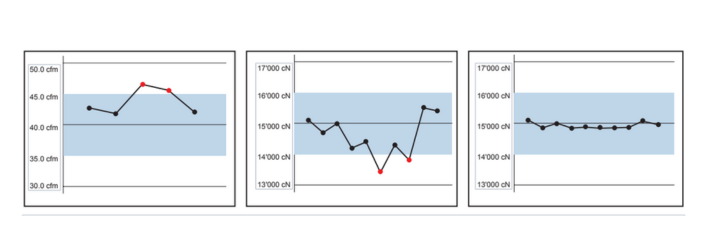
During calender finishing of technical textiles, one frequently occuring target is the defined adjusting of air permeability values. Therefore, a measurement instrument should be installed in the calender exit. Whenever a measured value is not within the defined range of allowed variation, this will be shown on the touch screen. Based on this information the operator will then react in correcting the pressure setting in this area, via the Guarneri Technology zone controlled NIPCO™ HT system bowl.
Once again Guarneri Technology is setting standards in calender technology. Constant development, based on customers’ demands, is our daily business. The satisfaction of our clients’ needs is our prior target.
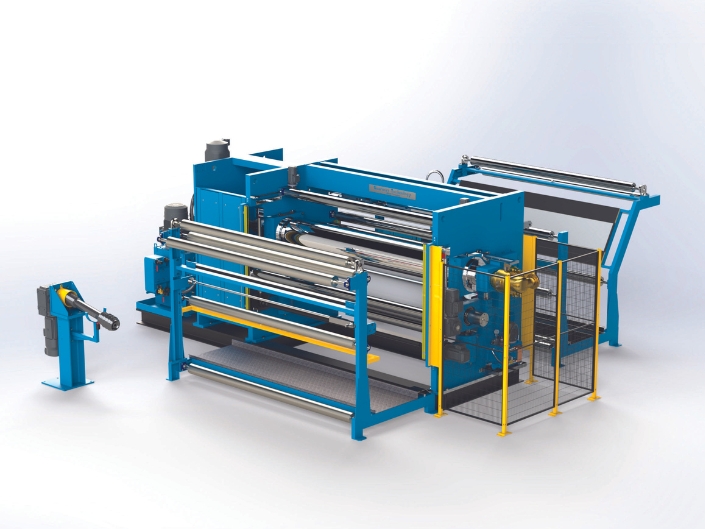
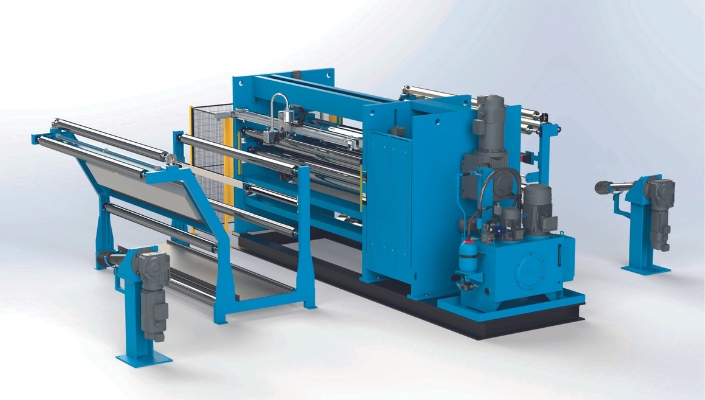
NIPCO™ HT Calender Technology
The basis of our success
Since first delivery of a NIPCO™ technology on textile calender in the late ‘70s our customers are used to select the active pressure line by synchronised width adjustments. Pressure is given in an even and precise load according to material width. Our philosophy: press where load is required but never outside the working width. With this technology we protect the sides of the turning sleeve, which are not covered by material, against any damage like overheating or marking by woven selvedge. Our philosophy behind: pressure setting where pressure is required

Since many years there are only two technical solutions on the markets to face the problem of the deflection of rolls under pressure: First, a system with only one single pressure chamber - either modified in trying to compensate zone related by using inner counter pressure loads or not. This technology is known as S-Roll system. Second, our famous, revolutionary NIPCO™ system consisting of many pressure pistons across the width.
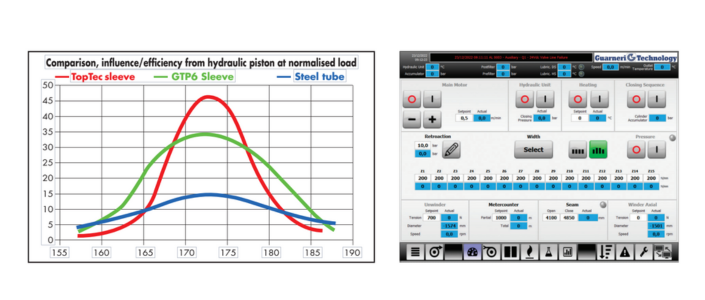
The characteristics of the S-Roll system are a steel tube which rotates around a fixed axle. The annular gap is separated by seals into two semicircular chambers. The chamber facing the nip is pressured by hydraulic oil. Thus an oil pressure is generated, that stands in a linear ratio to the outer production required hydraulic cylinder forces. This means that there is always an external hydraulic system required for the requested line pressure and with the inner semicircular chamber deflection is compensated by a second hydraulic pressure system. Each variation of outer pressure setting requires a deflection compensating force setting inside the semicircular chamber. So this system always needs a steel tube closing the deflection compensating system. All covers available whether Thermoplast or Duroplast have to be shrinked on this steel tube respectively coated directly to this steel tube.
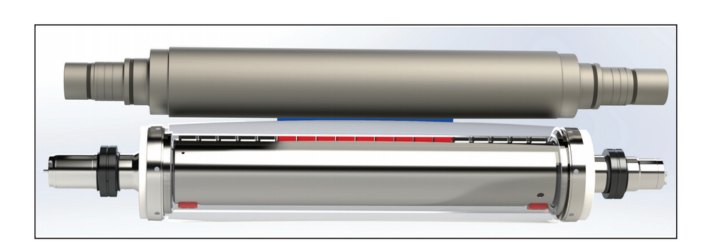
In comparison, the NIPCO™ system is a self loading system. Whenever a flexible tube is turned around like GTP6 sleeve TopTec3 sleeve or paper/cotton sleeve the pressure line is activated by pressure loading of the vertical moving NIPCO™ pistons, piston by piston across the total width
OUR LATEST DEVELOPMENT
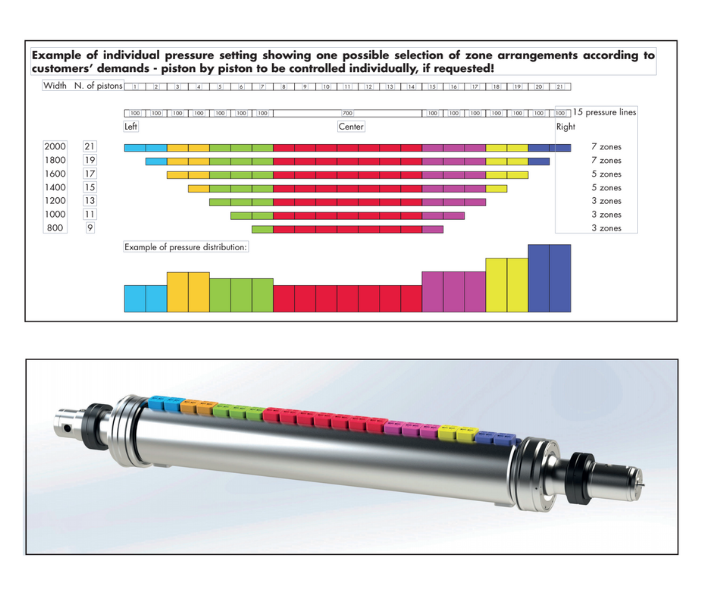
Individual pressure setting across the working width directly related to the demands of our customers’ materials.
The NIPCO™ HT system bowl is based on this fundamental difference: a flexible sleeve is turned around and a steel tube closing the pressure chamber is not required. Comparing the e-modul of a steel tube as in the S-Roll system and the e-modul of a flexible sleeve like TopTec3 or GTP6 in our selfloading NIPCO™ system it is obvious that flexibility up to factor 5 in a NIPCO™ bowl system makes the difference, allowing zone controlled setting. The development of zone controlled pressure setting is our experienced answer to market demands. Thus Guarneri Technology is again setting standards in calender technology.